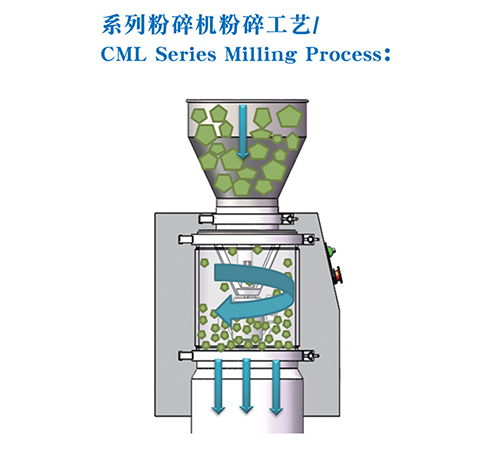
Конусная фрэзероўка
Конусныя млыны, або канічныя млыны, традыцыйна выкарыстоўваюцца для аднастайнага памяншэння памеру фармацэўтычных інгрэдыентаў. Тым не менш, яны таксама могуць быць выкарыстаны для змешвання, прасейвання і дысперсіі. Яны бываюць розных памераў, у тым ліку ад настольных лабараторных прылад да поўнамаштабных машын высокай прадукцыйнасці, якія выкарыстоўваюцца для вялікіх аперацый па апрацоўцы фармацэўтычных прэпаратаў.
У той час як прымяненне конусных млыноў адрозніваецца, тэндэнцыя да іх выкарыстання ў фармацэўтыцы ўключае ў сябе выдаленне камякоў высушаных матэрыялаў падчас вытворчасці; калібраванне вільготных грануляваных часціц перад сушкай; і калібраванне сухіх грануляваных часціц пасля іх высушвання і перад таблетаваннем.
У параўнанні з іншымі тэхналогіямі памолу, конусная млын таксама прапануе іншыя асаблівыя перавагі для вытворцаў фармацэўтычных прэпаратаў. Гэтыя перавагі ўключаюць нізкі ўзровень шуму, больш аднастайны памер часціц, гібкасць канструкцыі і больш высокую ёмістасць.
Самая інавацыйная тэхналогія фрэзеравання на сучасным рынку забяспечвае большую прапускную здольнасць і размеркаванне прадукту па памерах. Акрамя таго, яны даступныя з варыянтамі зменнага сіта (сіта) і працоўнага кола. Пры выкарыстанні матэрыялаў з нізкай шчыльнасцю сіта можа павялічыць прапускную здольнасць больш чым на 50 працэнтаў у параўнанні з млынамі, распрацаванымі з прамымі пруткамі. У некаторых выпадках карыстальнікі дасягалі адзінкавай прадукцыйнасці да 3 тон у гадзіну.
Дасягненне кануснага фрэзеравання без пылу
Агульнавядома, што фрэзераванне стварае пыл, які можа быць асабліва небяспечным для аператараў і фармацэўтычнага асяроддзя, калі пыл не ўтрымліваецца. Для ўтрымання пылу існуе некалькі метадаў.
Здрабненне ад бункераў да бункераў - гэта цалкам убудаваны працэс, які абапіраецца на сілу цяжару для падачы інгрэдыентаў праз конусную млын. Тэхнікі размяшчаюць бункер пад млыном, а бункер, размешчаны непасрэдна над млыном, выпускае матэрыялы ў млын. Гравітацыя дазваляе матэрыялу праходзіць непасрэдна ў ніжні кантэйнер пасля фрэзеравання. Гэта захоўвае прадукт ад пачатку да канца, а таксама палягчае перанос матэрыялу пасля фрэзеравання.
Іншы метад - гэта вакуумная перадача, якая таксама з'яўляецца працэсам у лініі. Гэты працэс змяшчае пыл, а таксама аўтаматызаваны працэс, каб дапамагчы кліентам дасягнуць больш высокай эфектыўнасці і эканоміі сродкаў. Выкарыстоўваючы ўбудаваную сістэму вакуумнай перадачы, спецыялісты могуць падаваць матэрыялы праз жолаб конусу і аўтаматычна выцягваць іх з выпускнога адтуліны млына. Такім чынам, ад пачатку да канца працэс цалкам закрыты.
І, нарэшце, ізалятар фрэзеравання рэкамендуецца ўтрымліваць дробныя парашкі падчас фрэзеравання. Пры гэтым метадзе конусная млын аб'ядноўваецца з ізалятарам праз фланец для мацавання да сцяны. Фланец і канфігурацыя конуснага млына дазваляюць фізічна падзяліць галоўку конуснага млына на вобласць апрацоўкі, якая знаходзіцца па-за ізалятарам. Такая канфігурацыя дазваляе праводзіць любую ўборку ўнутры ізалятара праз бардачок. Гэта зніжае рызыку ўздзеяння пылу і прадухіляе перанос пылу ў іншыя ўчасткі тэхналагічнай лініі.
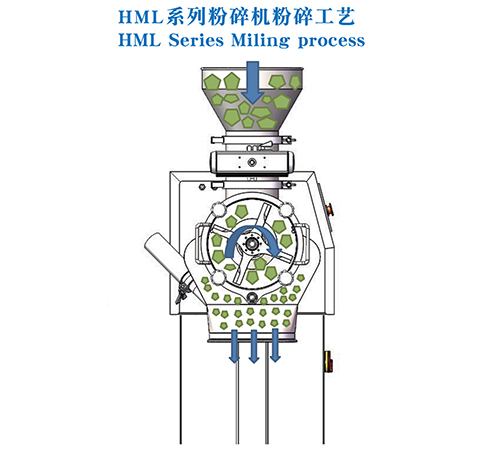
Малатковае фрэзераванне
Малатковыя млыны, якія некаторыя вытворцы фармацэўтычнай прамысловасці таксама называюць турба млынамі, звычайна падыходзяць для даследаванняў і распрацоўкі прадуктаў, а таксама для бесперапыннай або серыйнай вытворчасці. Яны часта выкарыстоўваюцца ў тых выпадках, калі распрацоўшчыкі лекаў патрабуюць дакладнага памяншэння часціц API, якія цяжка здрабніць, і іншых рэчываў. Акрамя таго, малатковыя млыны могуць быць выкарыстаны для вяртання разбітых таблетак шляхам здрабнення іх у парашок для фармавання.
Напрыклад, пасля праверкі некаторыя вырабленыя планшэты могуць не адпавядаць стандартам заказчыка па розных прычынах: няправільная цвёрдасць, дрэнны знешні выгляд і залішняя або недастатковая вага. У такіх выпадках вытворца можа вырашыць перамалоць таблеткі да парашкападобнай формы, а не страціць матэрыялы. Паўторнае здрабненне таблетак і вяртанне іх у вытворчасць у канчатковым выніку памяншае адходы і павялічвае прадукцыйнасць. Практычна ва ўсіх сітуацыях, калі партыя планшэтаў не адпавядае спецыфікацыям, вытворцы могуць выкарыстоўваць малатковы млын, каб вырашыць праблему.
Малатковыя млыны здольныя працаваць на хуткасцях ад 1000 да 6000 абаротаў у хвіліну, вырабляючы да 1500 кілаграмаў у гадзіну. Каб дасягнуць гэтага, некаторыя млыны абсталяваны аўтаматычным паваротным клапанам, які дазваляе тэхнікам раўнамерна запаўняць камеру драбнення інгрэдыентамі без перапаўнення. Акрамя прадухілення перапаўнення, такія прылады аўтаматычнай падачы могуць кантраляваць паток парашка ў млынавую камеру, каб павялічыць паўтаральнасць працэсу і паменшыць вылучэнне цяпла.
Некаторыя з больш прасунутых малатковых млыноў маюць двухбаковую лопасць, якая павялічвае жыццяздольнасць вільготных і сухіх інгрэдыентаў. Адзін бок ляза дзейнічае як малаток, разбіваючы сухія матэрыялы, а бок, падобны на нож, можа разразаць вільготныя інгрэдыенты. Карыстальнікі проста пераварочваюць ротар у залежнасці ад інгрэдыентаў, якія яны здрабняюць. Акрамя таго, некаторыя вузлы ротара млына можна перавярнуць, каб наладзіць паводзіны канкрэтнага прадукту, у той час як кручэнне млына застаецца нязменным.
Для некаторых малатковых млыноў памер часціц вызначаецца на аснове памеру экрана, які абраны для млына. Сучасныя малатковыя млыны могуць паменшыць памер матэрыялу да 0,2-3 мм. Пасля завяршэння апрацоўкі млын праштурхоўвае часціцы праз сіта, якое рэгулюе памер прадукту. Лязо і экран працуюць разам, каб вызначыць канчатковы памер прадукту.
Час публікацыі: 8 жніўня 2022 г